1 前言
钢管砼结构是将混凝土填充到钢管内形成的一种组合结构,兼有钢结构和砼结构的特点,有效的发挥砼和钢材的力学特性,并利用钢管的环箍作用,大大提高结构的抗压能力和抗变形能力。钢管砼系杆拱桥造形美观、结构严谨、受力科学、经济合理,近年来在公路、城市桥梁建设中被广泛采用。但由于其技术含量高、工艺严格、工序繁多、施工难度大,因此,认真总结此类桥梁的施工和管理经验,对今后的设计、施工、管理有实际指导意义。本文以南河桥为例,简要谈谈其钢管拱肋的加工制作和施工控制。
2 工程概况
南河桥位于江苏省溧阳市西侧,为新建国道主干线南京至杭州高速公路上跨南河的一座特大型桥梁,全长659.44m。技术标准:设计荷载汽一超20、挂-120;桥面净宽为净一2×15.25m;航道等级为规划5级;净空标准为50.0×5.0m;地震烈度为基本烈度7°。
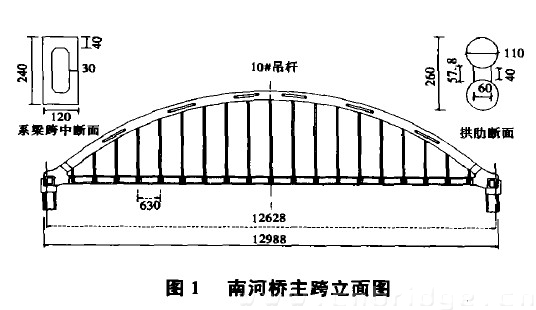
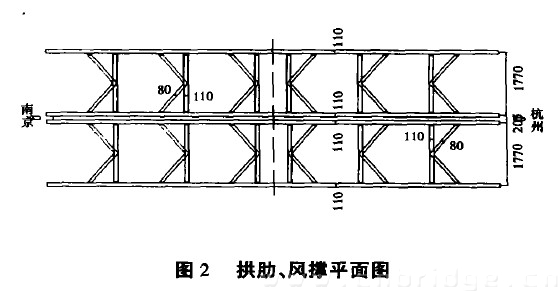
南河桥主跨为下承式预应力砼系杆拱结构,采用刚性系梁刚性拱,计算跨径126.28m,拱轴线为二次抛物线,矢高25.256m,矢跨比为1:5。拱肋采用哑铃型钢管砼,上下钢管外径1 lOem,钢管与腹板壁厚1。4em,内充40号微膨胀混凝土(见图1)。风撑采用K型,由外径110cm和80cm钢管焊接组成。全桥共设4片拱肋、6对风撑(见图2)、38片中横梁和76根吊杆。
3 钢管拱肋加工
3.1 主要工艺流程
原材料检验→放样→下料→加工→装配与焊接→火工微弯 节段组装与腹板焊接→吊杆相关部(附)件组装 焊接过程检测→排气、排浆孔设安→拱肋预拼装→涂装防锈。
3.2 加工方案要点
节段划分:为便于吊装,拱肋钢管分段制作。本桥结合现场吊装能力,每片拱肋划分为2个拱脚预埋段和7个中间吊装段,K型风撑每个为一段。
制作方法:采用卷板机将钢板卷制成圆管;装配焊接成6m和17m左右拱肋管及设计基本长度的风撑管;上下拱肋管采用火工微弯方法形成设计轴线,其后在设定专用胎架上完成定位、焊接和节段组装;各风撑管节段在另外平面胎架上完成组装。
大接头余量加放:为保证各步施工方案和工艺都能满足设计要求,达到规定的偏差精度,上下拱肋管大接头加放80mm余量,该余量节段组装时保留,只在分段计算长度处作出正作线。焊接补偿量加放:考虑节段组装时,腹板焊接将使各拱肋节段上下管的距离受到影响,可沿径向线方向加放5mm作为焊接补偿,以保证设计几何尺寸。
标记线:标明拱肋管0℃ 和180~C径向线,作为火工、节段组装、检验的标记线。
安装标示:为便于工地安装,在拱肋预拼装前,通过径向线与站号线测定,标明各接头在工地安装时的控制点,做出标记,涂装时采取一定的保护措施。
3.3 施工控制要点
(1)依据设计文件提供的相关验收规范、工艺要求,编制出各工序的具体验收项目与标准。
(2)放样应保证所有配套表、套料卡、下料草图的正确性与完整性,标明后续工序的样板、样棒的角度、尺寸、名称、数据等。
(3)所有零部件的下料须报检,超差零件不得流人下道工序;火焰切割零件须清渣、打磨处理,产生热变形的均须矫正后方可使用。
(4)坡口边缘直线度及角度应符合公差要求。
(5)工装胎架应具有足够刚度,以控制结构变形,应对胎架中心线、定位基准线、辅助线等作必要标记。
(6)所有装配不得强制进行,避免母材损伤,严格对线安装并控制好间隙,焊接完成后应及时矫正。
(7)严格控制拱肋管火工温度,严禁用水冷却。
(8)制订出周密的专业性测量工艺,检测仪器须经计量部门检验合格,操作时考虑环境的影响。
(9)健全安全保障措施。
4 关键工序
4.1 焊缝焊接
焊接是一项专业性、规范性较强的工作,在钢结构工程施工中十分重要,因此,在本桥钢管拱肋加工中作为重点全程监控。
4.1.1 焊前准备
施工技术部门要依据设计文件,参考有关标准、规范、规程,制订焊接工艺原则,明确焊接方法、工艺措施、质量标准和验收规范等。本桥拱肋钢管焊接方法有手工电弧焊、CO
2气体保护焊、埋弧自动焊。
工艺评定:焊接工艺评定是钢结构制造的根据,施工单位必须结合工程实际完备工艺评定文件,并作为竣工文件存查。根据对接、搭接、T形接头的焊缝形式,确定相应焊接方法,不得随意改换。
25mm范围,应按要求清理,去除表面油、锈、氧化皮和尘污等,处理干净后方可焊接,陶质衬垫必须按操作细则施工。
生产试板:为确保焊缝质量,南河桥拱肋结构均设生产试板,试板与相应焊缝同材料、同厚度、同坡口、同轧制方向,并按相应技术标准做机械性能试验,保证其参数符合规范要求。制订《生产试板评定工艺》,对目的、适用范围、参考标准、工艺内容作出明确规定,以确保焊缝焊接质量。
4.1.2 焊接要求
工厂焊缝:南河桥拱肋钢管制作、装配时,其纵缝、环缝均采用v型坡口,单面焊接双面成形,反面(管内)贴陶质衬垫。焊缝填充工艺分四道,采用co2气体保护焊打底填充两道,埋弧自动焊填充一道、盖面一道。纵缝焊接的起止端分别安装引弧板和熄弧板,坡口型式与纵缝相同。环缝焊接采用滚动胎架,以俯焊方式焊接。每道工序焊缝焊接应一次完成,因故停焊又续焊时,不得从母材上引弧,必须将引弧处气刨或打磨成1:4斜坡搭接,搭接长度不少于50mm。
工地安装:工地安装均采用手工电弧焊接,风撑与拱肋、风撑间相贯线、节段对接均采用对称焊。拱肋合拢段,在定位后,须待符合设计合拢温度时,方可焊接。
4.1.3 焊缝质量检验
南河桥焊缝等级要求达到GB50205的I级焊缝要求。焊缝外观质量要求成形美观、整齐,尺寸符合设计和工艺要求,做到无裂纹、无气孔、无夹渣、无焊瘤、无弧坑等焊接缺陷。其内在质量要求在焊接完成24小时后,按焊缝长度的100% 做超声波检测,10%做x射线探伤检查。
4.2 节段线型加工
拱肋节段是形成拱轴线的基本单元,其线型取决于节段拱肋管的火工微弯。火工微弯方法是火工加外力形成设计曲线。根据设计拱轴线方程,用计算机计算确定各分段上下拱肋钢管所有控制点的坐标,作为微弯与测控的依据,并编制具体验收标准工艺文件。
实施步骤:设计建造模型胎架→标明其纵、横中心线及辅助线→确定胎架上各站线位置,准确安装施加外力的支撑与设备→拱肋钢管就位,设置平面坐标→划出加热带→分带加热施加外力。
控制要点:
(1)确保上胎架的待弯钢管定位正确,即钢管径向线及其中心线应与胎架纵向中心线及中线相吻合;
(2)加热应从两端向中部对称进行;
(3)外力施加点要对称合理,加压要逐步、适量;
(4)特别强调压力和温度的协调控制;
(5)加热带应避开环缝位置,约定带宽可依实际适当调整;
(6)要随时观察、测量拱轴线的坐标,控制傍弯。
4.3 拱肋预拼
拱肋成型是否符合设计线型是成桥的关键,因此,拱肋节段制作完成后,须通过预拼对其跨径、拱轴线、水平度(拱轴线横向偏移)及吊杆位置准确性进行全面检查,为工地吊装做好准备。南河桥拱肋工厂预拼采用卧式整片预拼方案。
预拼方式:完全按照节段工地吊装顺序,由拱脚预埋段开始,自两端对称进行,合拢段保留节段制作余量(待工地安装时切除),其它节段均切除制作余量(仅保留环缝间隙余量)。
控制要点:
(1)选择具有足够刚性的平面场地、空间,配备相应吊装设备、胎架工装等。
(2)检测仪器送专门计量单位校验。
(3)按编制好的预拼工艺制订预拼方案。
(4)按预拼方案进行预拼,妥善保管预拼测量数据,并采取一定措施保护好预拼控制点,以备安装时使用。
通过工厂预拼,检测了拱肋节段的加工精度,最大限度的消除了拱肋节段的加工偏差,完成了工地吊装的各项准备工作。
5 结束语
随着国家交通建设事业的快速发展,作为桥梁工程中组合材料合理利用的典范一钢管混凝土拱桥的发展方兴未艾。但就其主要结构的钢管拱肋的加工制作、成拱工艺、预拼工艺相关的施工技术、质量控制、监理程序等尚无定性和定量的规范及规程,这是有待解决的课题。希望以上所述能对此有一定的参考价值。
参考文献
(1]公路桥涵施工技术规范(JTJ041—2000).北京:人民交通出版社
[2]钢结构工程施工及验收规范(GB50205—95).北京:人民交通出版社
[3]钢结构工程质量检验评定标准(GB50221—95).北京:人民交通出版社